 简体中文
简体中文 English
English русский
русский Español
EspañolHome / News / Industry News / What are the weight and performance trade-offs between an aluminum composite and a silicon steel Automotive Small Motor Stator Core for lightweight EV applications?
What are the weight and performance trade-offs between an aluminum composite and a silicon steel Automotive Small Motor Stator Core for lightweight EV applications?
For lightweight EV applications, silicon steel remains the dominant choice for the Automotive Small Motor Stator Core due to its superior magnetic performance, while aluminum composite offers meaningful weight savings at the cost of magnetic efficiency. The decision is not binary — it depends on motor size, operating frequency, thermal environment, and cost targets. In most traction and auxiliary EV motors today, silicon steel laminations (0.20–0.35mm, non-oriented grades) deliver the best balance of iron loss, saturation flux density, and mechanical reliability. Aluminum composite cores are gaining ground in specific low-torque, high-speed auxiliary motors where mass reduction is a primary design driver.
Material Fundamentals: What Each Core Is Made Of
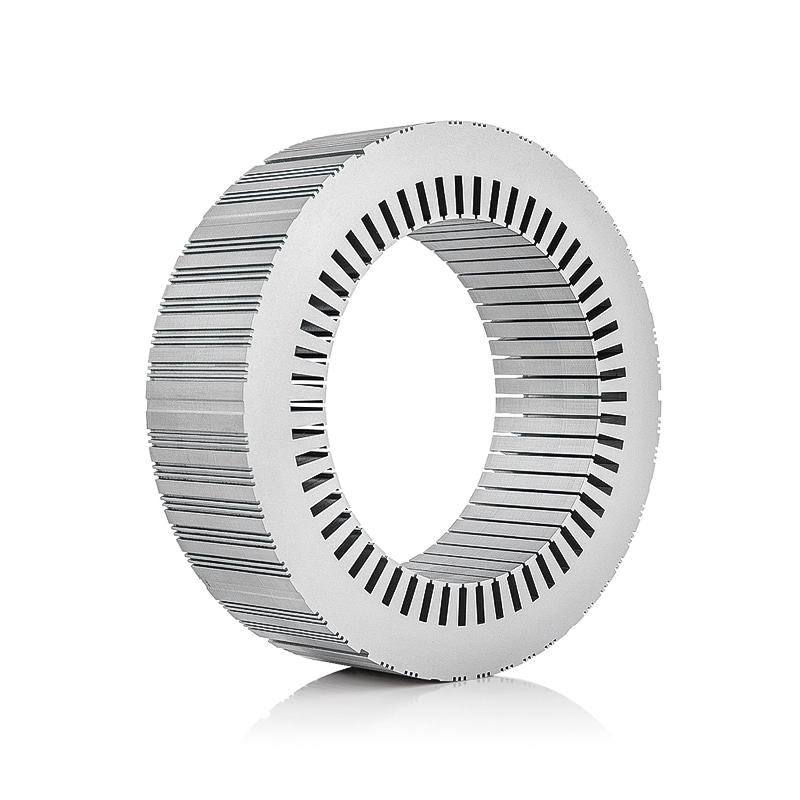
The conventional Automotive Small Motor Stator Core is built from stacked, thin laminations of electrical-grade silicon steel (Fe-Si alloy), typically containing 2%–3.5% silicon. These laminations are insulation-coated to suppress eddy currents and pressed or interlocked into a cylindrical stator stack.
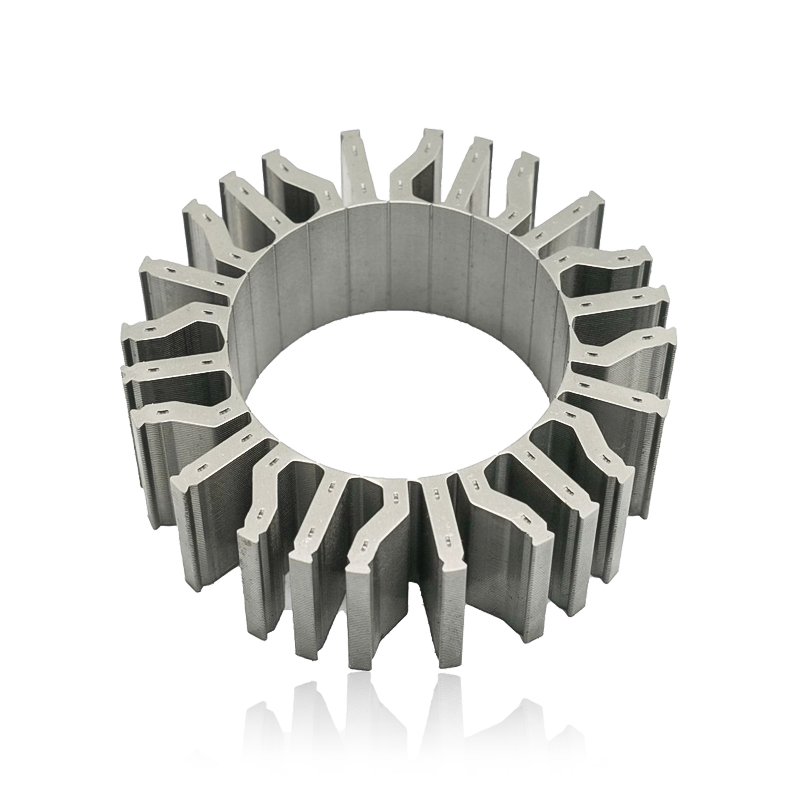
An aluminum composite stator core, by contrast, uses soft magnetic composite (SMC) materials or aluminum-matrix composites reinforced with magnetic particles or laminated aluminum alloys with embedded magnetic circuits. The base material density is approximately 2.7 g/cm³ for aluminum alloys versus 7.65–7.85 g/cm³ for silicon steel — a weight difference of nearly 3:1 at equivalent volume.
Weight Trade-Off: How Much Can You Actually Save?
Weight reduction is the primary argument for aluminum composite in an Automotive Small Motor Stator Core. For a small auxiliary motor stator with an outer diameter of 80mm and stack length of 40mm, a silicon steel core may weigh approximately 320–380g, while an equivalent aluminum composite design can target 110–140g — a reduction of roughly 60–65%.
However, because aluminum has lower magnetic saturation, the designer often needs to increase the cross-sectional area of the magnetic circuit to maintain equivalent flux, partially offsetting the raw material weight savings. In practice, real-world mass savings in a re-optimized aluminum composite Automotive Small Motor Stator Core typically land at 30–45% compared to an optimized silicon steel design.
Magnetic Performance Comparison
Magnetic performance is where silicon steel decisively leads. Key parameters for an Automotive Small Motor Stator Core include saturation flux density (Bs), relative permeability (μr), and core loss (W/kg).
| Property | Silicon Steel (35H300) | Aluminum Composite / SMC |
|---|---|---|
| Saturation Flux Density (Bs) | 1.9–2.05 T | 0.8–1.3 T |
| Relative Permeability (μr) | 4,000–8,000 | 200–500 |
| Core Loss @ 400Hz, 1T (W/kg) | 18–28 | 40–80 |
| Density (g/cm³) | 7.65–7.85 | 2.7–5.5 |
| Stacking Factor | 0.95–0.98 | 0.75–0.88 |
The lower saturation flux density of aluminum composite means the Automotive Small Motor Stator Core must be physically larger or operate at lower flux densities, directly reducing torque density. For a traction motor requiring peak torques above 50 Nm, aluminum composite cores are generally not a viable substitute for silicon steel without significant motor redesign.
Efficiency and Core Loss at EV Operating Frequencies
EV motors operate across a wide frequency range — from near-DC at startup to 800–1200 Hz at high-speed cruising for small auxiliary motors. At these frequencies, eddy current losses dominate core loss in an Automotive Small Motor Stator Core.
Silicon steel laminations at 0.20mm thickness suppress eddy currents effectively up to approximately 1000 Hz. Aluminum composite and SMC materials have inherently higher resistivity, which theoretically limits eddy currents — but their lower permeability means the motor requires more magnetizing current, increasing copper losses (I²R) to compensate. The net efficiency impact on an aluminum composite Automotive Small Motor Stator Core at 400–800 Hz is typically 1.5–3.5 percentage points lower efficiency than an equivalent silicon steel design at the same operating point.
For a small EV coolant pump motor rated at 500W, this efficiency gap translates to 7.5–17.5W of additional heat generation — a non-trivial thermal management burden in a sealed under-hood environment.
Thermal Management Differences
Aluminum has significantly better thermal conductivity (150–200 W/m·K) compared to silicon steel (25–30 W/m·K). This is one area where an aluminum composite Automotive Small Motor Stator Core offers a genuine engineering advantage: heat generated in the windings can be conducted away from the stator more rapidly, reducing hot-spot temperatures at the winding insulation.
In small motors without liquid cooling — such as EV HVAC blower motors or electronic power steering (EPS) motors — this thermal advantage can meaningfully extend insulation life or allow higher continuous current density in the windings. Designers using an aluminum composite Automotive Small Motor Stator Core in such applications may be able to use Class F insulation (155°C) instead of Class H (180°C), reducing winding material costs.
Mechanical Strength and Manufacturability
Silicon steel lamination stacks for an Automotive Small Motor Stator Core are manufactured using high-speed progressive stamping — a mature, high-volume process with tooling costs typically ranging from $15,000–$80,000 depending on complexity, but with per-part costs as low as $0.50–$2.00 at scale.
Aluminum composite and SMC cores are often near-net-shape pressed or die-cast, which enables complex 3D geometries impossible with stamped laminations — such as axial flux stator cores and integrated cooling channels. However, SMC materials have lower tensile strength (60–100 MPa vs. 350–500 MPa for silicon steel), making them susceptible to cracking under press-fit assembly or high radial magnetic forces.
- Silicon steel stator: High radial strength, suitable for interference-fit housing assembly
- Aluminum composite stator: Requires adhesive bonding or over-molding; not suitable for press-fit
- SMC stator: Brittle under shock loads; requires design accommodations for vibration environments
For automotive applications subject to road-induced vibration (typically 10–2000 Hz, up to 20g peak), the mechanical robustness of a silicon steel Automotive Small Motor Stator Core is a significant reliability advantage.
Cost Comparison Over the Product Lifecycle
Raw material cost favors silicon steel. Electrical-grade silicon steel costs approximately $1.2–$2.5/kg at automotive volumes, while aluminum alloys suitable for magnetic composite applications cost $2.0–$4.5/kg depending on grade and surface treatment requirements.
However, the total cost of ownership for an Automotive Small Motor Stator Core must account for the motor system level. If a lighter aluminum composite stator enables a smaller battery pack in a weight-sensitive EV platform — for example, in a two-wheel EV or micro-mobility application — the system-level cost savings can outweigh the higher per-core material cost.
For mainstream passenger EV auxiliary motors (power windows, pumps, fans), the cost and performance case for silicon steel remains substantially stronger at current volumes.
Application Fit: When to Choose Each Material
The right core material for an Automotive Small Motor Stator Core depends heavily on the specific motor function and platform requirements:
Choose Silicon Steel When:
- High torque density is required (traction, EPS, braking actuators)
- Operating frequencies exceed 400 Hz continuously
- Press-fit or shrink-fit housing assembly is specified
- Cost-per-unit is a primary design constraint at volumes above 50,000/year
- Motor life target exceeds 10 years / 150,000 km
Choose Aluminum Composite When:
- Platform weight budget is extremely tight (micro-EV, drones, e-bikes)
- 3D flux paths are required (axial flux motor topology)
- Integrated thermal management structures are needed within the stator
- Motor operates at low-to-moderate flux densities below 0.8 T
- Prototype or low-volume production where die tooling cost is prohibitive
For the vast majority of Automotive Small Motor Stator Core applications in EV platforms today, silicon steel (non-oriented, 0.20–0.35mm, grades 35H270 to 35H300) remains the optimal material — offering unmatched magnetic performance, mechanical robustness, manufacturing maturity, and cost efficiency. Aluminum composite cores present a compelling case only in niche applications where mass is critical and magnetic performance requirements are modest. As SMC and aluminum composite technologies mature — particularly in improving permeability and reducing core loss at high flux densities — their role in the Automotive Small Motor Stator Core market may expand, especially as axial flux motor architectures gain traction in next-generation EV drivetrains.
Previous article
How does the carbon content of the base material influence the hysteresis loss in an Automotive Small Motor Stator Core?
next article
How does the slot geometry of the Motor Stator Core (open, semi-closed, or closed slots) impact winding ease, harmonic distortion, and cogging torque?




Related News
-

What are Stator and Rotor Cores? Stator Cores A stator core is the stationary component of an electric motor. It's the part that houses the copper windings, which, when an electric current passes thro...
See Details -
Introduction The modern automobile is a complex machine, and its evolution has been driven by continuous innovation in every component. While internal combustion engines have dominated the industry fo...
See Details -

The Importance of Material Selection for Rotor and Stator Cores in Electric Vehicle Motors In the design of electric vehicle (EV) motors, material selection is a pivotal factor influencing the motor’s...
See Details -

Introduction of automotive motor stator and rotor cores The increasing popularity of electric vehicles and hybrid electric vehicles has brought about significant advancements in automotive technology....
See Details

Zhejiang Jufeng Technology Co., Ltd. © All rights reserved
